塑料桶中空吹塑可以分為兩大類:擠出-吹塑和注射-吹塑。兩者的主要不同點在于型坯的制備,然后的吹塑構成根本相同。注射-吹塑塑料瓶是采用注射成型法先將塑料制成有底型坯,再把型坯趁熱移到吹塑模中吹塑成型的中空制品。注射-吹塑中空容器沒有飛邊,尺寸穩定性好,瓶口與螺紋質量優良,型坯厚度可預先調理,制品光澤度好,儉省原料。但注射-吹塑成型不適合消費大型和外觀復雜的容器,又由于要運用注射和吹塑兩幅模具所以設備投資較大。
擠出-吹塑大型容器的成型辦法與塑料桶根本相同,只有在原料與設備方面略有區別。擠出-吹塑塑料瓶是先通過擠出法將樹脂制成管狀型坯,再把底部融合形成有底型坯,然后將型坯處理至所用塑料的理想拉伸溫度,經內部(拉伸芯棒)或外部(拉伸夾具)的機械力作用進行縱向拉伸,同時或稍后經壓縮空氣吹脹進行徑向拉伸而制的的中空制品。塑料經過雙軸拉伸后分子重新定向,因此制品的沖擊韌性、低溫強度、透明度、表面光澤度、剛性及阻隔性能等都有了明顯的改善和提高。此外,經過拉伸后制品的壁厚減薄,可以節省原料、降低成本。
機油桶生產工藝流程:原料混合→原料加入料斗→原料熔融塑化 →擠出管坯→合模→ 剪切管坯→吹脹管坯→保壓定型→開模→取出制品→修邊→檢查→打包入庫
安吉專業研發生產熔體過濾器/換網器、熔體計量齒輪泵及其配件設備近三十年,了解絕大多數熱塑性材料的特性,并積累了豐富的設備使用經驗,可以根據用戶需求、材料特性、生產原理、常用物料、工藝特點、加熱溫度、加工壓力、產量等提供更佳解決方案。
| 常用物料 | 聚氯乙烯、聚乙烯、聚丙烯等塑料顆粒 |
| 工藝特點 | 產量高、溫度高、過濾精度高、粘度高、壓力波動低、穩定性和可靠性要求高 |
| 加熱溫度 | 200~280 ℃ |
| 加熱壓力 | 3.0-10.0 MPa |
| 產量 | 100-1,000 kg/hr |
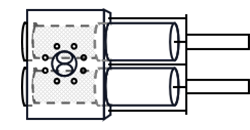
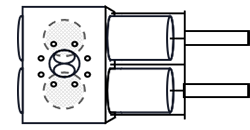
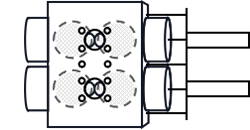
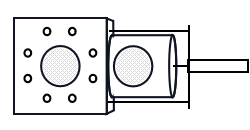
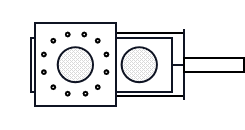
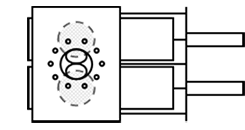
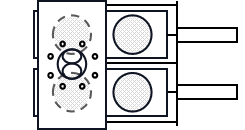
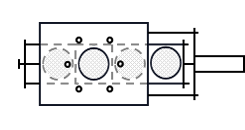
| 安吉產品方案 | 安吉精密性雙柱換網器(圓形或長圓形網片) 安吉雙柱超大面積過濾器 |
| 產品特點 | 1.柱式產品主體和柱塞由經過熱處理的特鋼制成; 2.精密間隙控制實現優異剛性密封,提供優異耐久性和可靠性; 3.電加熱或熱媒流道加熱可選; 4.在線更換濾網; 5.可以在線對濾網進行反沖洗,多次使用后濾網作為固廢處理,無需化學清洗; |
| 代表性客戶與項目 | 恒天重工邵陽紡織機械制造有限公司 |
應用圖片:

2020-04-18
Copyright 2002-2025 鄭州市安吉化工塑料機械廠 豫ICP備12023586號-1 ALL Rights Reserved.
地址:鄭州市北環田園路北段 ![]() 豫公網安備41010502002960
豫公網安備41010502002960
138 3835 6858
地址:河南省鄭州市金水區正弘城北座
電話:138 3835 6858
郵箱:hancuili@anjiplast.com

掃碼關注公眾號